INTRODUCTION
A formulation that performs consistently at lab scale is not a formulation ready for commercial manufacturing. In modified release coating, which covers sustained release systems that deliver a drug over hours and delayed release systems that protect the drug from gastric acid, the coating is what makes the product work. When it does not reproduce at scale, the product fails its specification.
Scale-up failures in modified release coating follow a consistent pattern. The causes are identifiable, predictable, and preventable. Identifying them at the development stage costs substantially less than addressing a failed commercial batch.
At Vikram Thermo, we have supported scale-up of modified release coating systems for manufacturers across 45+ countries over 40+ years. The failures described here are ones we have helped manufacturers prevent, and in some cases, diagnose and correct after they occurred.
WHAT SCALE-UP MEANS FOR MODIFIED RELEASE
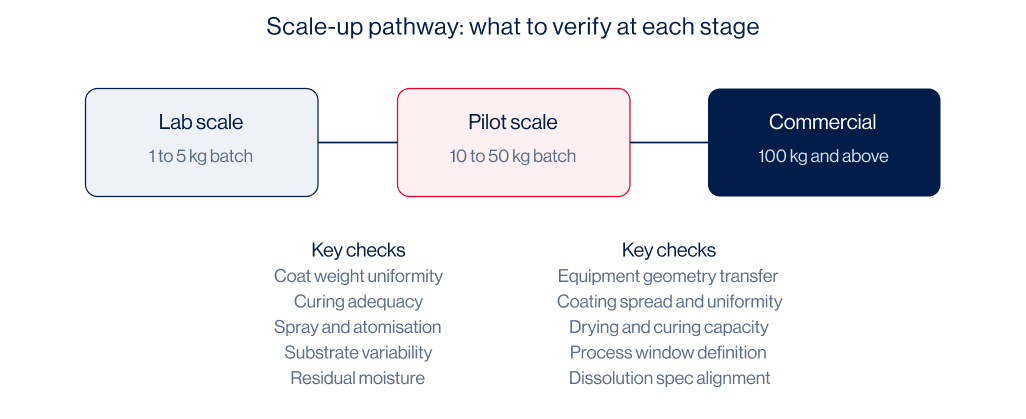
Scale-up is the transfer of a process from a lab coater handling 1 to 5 kg to a commercial pan at 100 kg or more. Equipment geometry, airflow patterns, spray dynamics, and thermal mass all change at each stage. These changes affect how the coating forms on the tablet surface and how consistently it forms across the batch.
For immediate release tablet coating, this variability is tolerable. The coating is protective and cosmetic. Minor inconsistencies in film quality do not affect drug release.
For sustained release coating polymers such as our DRUGCOAT® RL and RS Series, the tolerance is narrow. Drug release rate is determined by coat weight and film quality. A two percent difference in coat weight across a batch produces a measurable difference in release profiles between individual tablets.
Curing is the controlled heat treatment that consolidates the film after coating. For DRUGCOAT® RL/RS systems, curing typically occurs at 40 to 60°C for 12 to 24 hours. A curing step that is adequate at lab scale but insufficient at commercial scale produces a release profile that shifts during stability storage, sometimes beyond specification by the three-month or six-month stability point.
For enteric coating using our DRUGCOAT® L Series or DRCOAT® ECA/ECS systems, the risk is direct. A gastro-resistant coating polymer that is unevenly applied or incompletely cured allows drug release in the stomach. The purpose of the coating is lost entirely.
WHAT GOES WRONG AND WHY
Coat Weight Variability
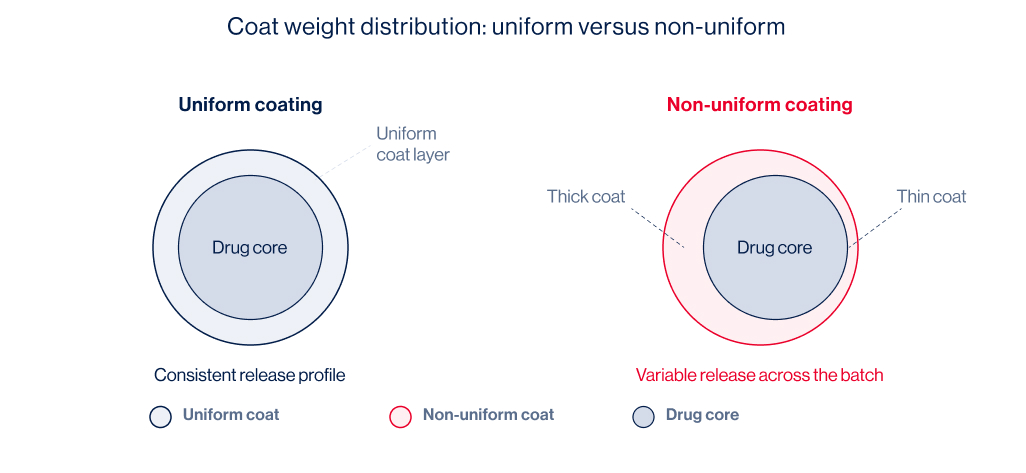
In a commercial coater, not every tablet receives the same amount of coating. Pan geometry, baffle design, spray gun positioning, and airflow distribution all influence how tablets move through the spray zone. The spread of coat weight values across a large batch is wider than across a small one. In a modified release product, that spread maps directly onto a spread in drug release rates across the batch.
Increasing the target coat weight does not solve this. The solution is to characterise the spray uniformity of the commercial coater and set process parameters such as pan speed, spray rate, and gun positions based on the behaviour of that specific equipment.
Inadequate Curing
This is the failure mode that arrives quietly. For our DRUGCOAT® RL and RS Series, ammonium methacrylate copolymers, curing is mandatory, not optional. During spraying, the polymer deposits as a film, but that film is not yet continuous. Microscopic gaps remain throughout it. Curing provides the thermal energy needed for the polymer to flow and close those gaps, producing a dense, uninterrupted membrane.
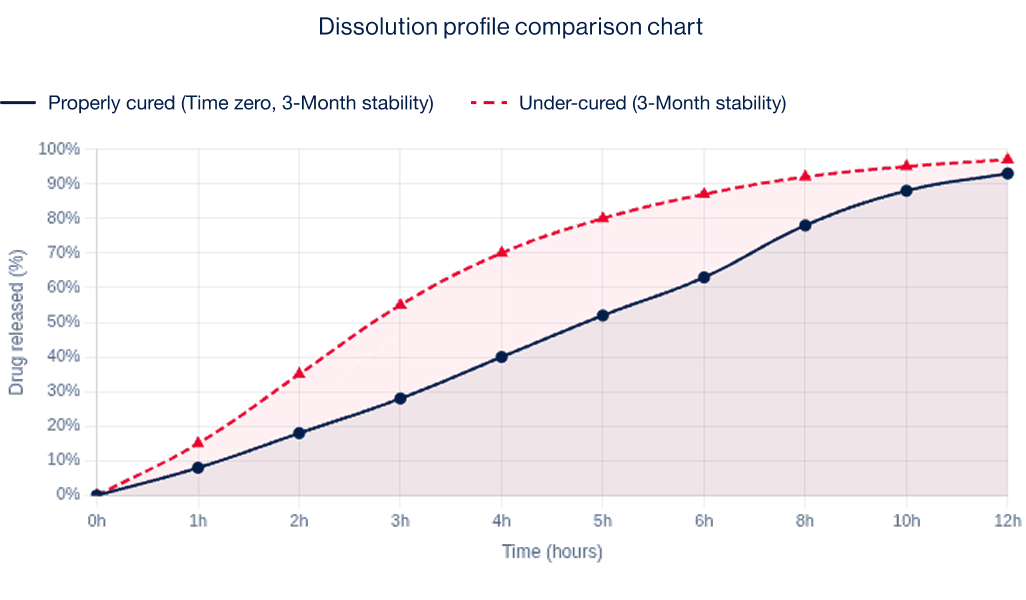
An inadequately cured film looks intact and passes visual inspection. At time zero, dissolution testing may produce acceptable results. Over stability storage, the film continues to consolidate and the release profile changes. A product that meets specification at manufacture can fail the three-month or six-month stability test.
The reason this problem is amplified at scale is that product temperature, not inlet air temperature, is the relevant variable. A larger thermal mass means the tablet bed heats more slowly than the incoming air. Setting the inlet temperature to the validated value does not confirm the tablets have reached that temperature. Product temperature must be measured at the tablet bed directly.
This is why our technical documentation for DRUGCOAT® RL/RS specifies mandatory curing protocols and provides stability data across multiple climatic zones. Curing is not a post-process recommendation. It is a formulation requirement that we define, document, and support.
Residual Moisture in Aqueous Systems
Water evaporates more slowly than organic solvents. In aqueous film coating systems, which are now standard for most commercial manufacturing and for our DRCOAT® ready-to-use range, incomplete drying leaves moisture in the film. This changes the film's permeability and mechanical properties. In enteric coating, residual moisture compromises acid resistance. A film that appears complete can allow gastric drug release if it has not been fully dried and properly cured. Drying capacity at commercial scale must be characterised, not assumed from lab performance.
Spray Rate and Atomisation Mismatch
Spray rate and atomisation pressure together determine how the film coating polymer lands on the tablet surface. Too high a spray rate relative to drying capacity and the film does not form properly. Wet coating accumulates, tablets adhere to each other, and the distribution becomes uneven. Too fine an atomisation and droplets dry before they spread on the surface. Too coarse and drying demand increases and surface defects become more likely.
At commercial scale, multiple spray guns operate simultaneously. How they are positioned and how uniformly they spray across the pan determine coat weight distribution. Lab-scale work with a single gun provides no data on this. Gun arrangement must be evaluated at each stage of scale transfer.
Substrate Variability
Surface roughness, friability, weight distribution between tablets, and edge geometry all influence coating uniformity. At commercial compression speeds, core quality variability is higher than in development-scale batches. A coating process optimised against controlled development cores may not perform the same way against commercial compression output.
For pellet-based systems, pellet size distribution plays the equivalent role. Consistent coating depends on a narrow size distribution. Commercial pelletisation typically produces a broader distribution than lab-scale work, and that variability carries directly through to coating uniformity.
Equipment Geometry Transfer
Process parameters validated on a lab coater do not transfer to a larger coater of the same type. Pan aspect ratio, baffle configuration, air distribution, and spray gun geometry differ between equipment models and between sites. Pan speed in RPM is particularly unreliable as a transfer parameter, because what matters for coating uniformity is how frequently tablets cycle through the spray zone, not the rotational speed of the pan. Two pans at the same RPM can produce very different tablet cycle rates depending on their geometry.
The correct approach is to transfer process understanding rather than process parameters. The commercial coater must be characterised for its spray uniformity, drying capacity, and mixing behaviour. Process parameters must then be derived from that characterisation, not copied from a different machine.
SCALE-UP RISK REFERENCE
WHAT PREVENTS IT
Pilot scale is where process robustness is tested, not confirmed. Running the process at deliberately varied parameters, including spray rate, inlet temperature, and curing duration at defined upper and lower bounds, produces a documented process window. This establishes the range within which the commercial process can operate and still produce an acceptable product. Without that window, the commercial batch has no defined operating space.
Critical quality attributes must be defined before scale-up begins. For sustained release products, these are drug release rate at specified timepoints, dissolution variability within the batch, and release profile stability over shelf life. For enteric products, acid resistance is added to that list. Every parameter decision at pilot and commercial scale must be evaluated against its effect on these attributes.
The formulation must be tested against multiple lots of the pharmaceutical coating polymer. Our DRUGCOAT® RL/RS and L Series materials are manufactured to strict batch-to-batch consistency specifications, with viscosity, particle size, and film-forming characteristics controlled within defined limits. Testing across multiple lots before commercial commitment remains sound practice regardless.
The dissolution method used in development must be sensitive enough to detect the variation that scale-up introduces. A method that cannot distinguish between a tablet at the correct coat weight and one three percent below it is not a useful process control tool.
Curing must be treated as a separate validation activity. Minimum and maximum curing conditions both require definition. Stability data must be generated under both. For DRUGCOAT® RL/RS systems, we provide curing protocol guidance and stability data as standard technical support.
THE REGULATORY DIMENSION
Post-approval changes to modified release coated products are strictly controlled in all major regulatory markets. A polymer grade change, a coat weight adjustment, or a change in manufacturing equipment can each require a Level 2 or Level 3 change notification, with dissolution and stability data required before implementation.
Scale-up failures that emerge during or after regulatory submission require unplanned data generation and, in some cases, re-submission. Avoiding them is both a technical and a commercial priority.
Our support does not end at material supply. For manufacturers using DRUGCOAT® RL/RS or DRCOAT® ECA/ECS in modified release applications, we provide process window characterisation data, curing protocols validated across equipment types, and regulatory documentation including US DMF registration.
Vikram Thermo is India's first EXCiPACT GMP-certified excipient manufacturer and holds US DMF registration, WHO cGMP compliance, ISO 9001, and HALAL certification. We serve pharmaceutical excipient manufacturers and formulation teams across 45+ countries. Our formulation support is built on 40+ years of understanding what commercial-scale modified release coating requires.
FREQUENTLY ASKED QUESTIONS
1. How much coat weight is typically needed for sustained release with DRUGCOAT® RL/RS?
Published ranges suggest 5 to 15 percent weight gain, but this figure is not transferable without the specific API, target release profile, and polymer grade. It is a starting point for experimental design. We provide formulation guidance and reference data for DRUGCOAT® RL/RS to help teams establish the right target for their specific system.
2. Can the same dissolution method from development be used for scale-up batches?
Yes, provided it has been validated for discriminatory ability against scale-up sources of variation. A method developed to show comparability between formulation variants may not detect coat weight variability of the magnitude introduced by commercial manufacturing. Discriminatory power must be confirmed experimentally.
3. What is the most reliable indicator that curing is complete?
Dissolution stability, comparing release profiles immediately after curing against profiles after accelerated storage, is the most reliable confirmation. During the curing step, product temperature at the tablet bed is the process variable to monitor. Inlet air temperature alone is not sufficient. Our DRUGCOAT® RL/RS documentation specifies this measurement requirement explicitly.
4. Are pellet-based sustained release systems more straightforward to scale up than tablet coating?
Pellet systems benefit from dose averaging across a large number of particles, which reduces the clinical impact of coating variability on individual pellets. The pelletisation step introduces its own scale-up requirements, particularly around size distribution control. The overall scale-up complexity for pellet-based systems is not lower than for tablet coating.
5. When should manufacturing be involved in the scale-up process?
From the point of formulation finalisation. Parameters developed without input from the manufacturing team are developed without knowledge of the commercial equipment. The later this involvement begins, the more parameters must be revised when contact with the actual equipment occurs.
CONCLUSION
Modified release coating failures at scale follow recognisable patterns. Coat weight variability, curing inadequacy, incomplete drying, atomisation mismatches, substrate variation, and equipment geometry errors are all identifiable and preventable when the right process understanding is built in from development.
A formulation validated at lab scale has demonstrated that the chemistry works. It has not demonstrated that the process will work in commercial equipment. That demonstration is the purpose of pilot-scale work, conducted with deliberate parameter variation and with manufacturing involved from the beginning.
At Vikram Thermo, we have supported this journey for manufacturers across 45+ countries over 40+ years. Our DRUGCOAT® RL/RS Series for sustained release and DRCOAT® ECA/ECS for enteric applications come with the technical documentation, curing protocols, and formulation support that make scale-up a managed process rather than an unpredictable one.
Facing a Scale-Up Challenge? Talk to Us.
Scale-up problems in modified release coating are rarely about one variable. They are a combination of process conditions that were not characterised at the right stage.
If you are moving a sustained or delayed release product to pilot or commercial scale, or troubleshooting a dissolution or curing issue in an existing product, we are ready to help. Tell us what you are dealing with. We will tell you honestly what we think.
Write to us at contact@vikramthermo.com

INTRODUCTION
A formulation that performs consistently at lab scale is not a formulation ready for commercial manufacturing. In modified release coating, which covers sustained release systems that deliver a drug over hours and delayed release systems that protect the drug from gastric acid, the coating is what makes the product work. When it does not reproduce at scale, the product fails its specification.
Scale-up failures in modified release coating follow a consistent pattern. The causes are identifiable, predictable, and preventable. Identifying them at the development stage costs substantially less than addressing a failed commercial batch.
At Vikram Thermo, we have supported scale-up of modified release coating systems for manufacturers across 45+ countries over 40+ years. The failures described here are ones we have helped manufacturers prevent, and in some cases, diagnose and correct after they occurred.
WHAT SCALE-UP MEANS FOR MODIFIED RELEASE
Scale-up is the transfer of a process from a lab coater handling 1 to 5 kg to a commercial pan at 100 kg or more. Equipment geometry, airflow patterns, spray dynamics, and thermal mass all change at each stage. These changes affect how the coating forms on the tablet surface and how consistently it forms across the batch.
For immediate release tablet coating, this variability is tolerable. The coating is protective and cosmetic. Minor inconsistencies in film quality do not affect drug release.
For sustained release coating polymers such as our DRUGCOAT® RL and RS Series, the tolerance is narrow. Drug release rate is determined by coat weight and film quality. A two percent difference in coat weight across a batch produces a measurable difference in release profiles between individual tablets.
Curing is the controlled heat treatment that consolidates the film after coating. For DRUGCOAT® RL/RS systems, curing typically occurs at 40 to 60°C for 12 to 24 hours. A curing step that is adequate at lab scale but insufficient at commercial scale produces a release profile that shifts during stability storage, sometimes beyond specification by the three-month or six-month stability point.
For enteric coating using our DRUGCOAT® L Series or DRCOAT® ECA/ECS systems, the risk is direct. A gastro-resistant coating polymer that is unevenly applied or incompletely cured allows drug release in the stomach. The purpose of the coating is lost entirely.
WHAT GOES WRONG AND WHY
Coat Weight Variability
In a commercial coater, not every tablet receives the same amount of coating. Pan geometry, baffle design, spray gun positioning, and airflow distribution all influence how tablets move through the spray zone. The spread of coat weight values across a large batch is wider than across a small one. In a modified release product, that spread maps directly onto a spread in drug release rates across the batch.
Increasing the target coat weight does not solve this. The solution is to characterise the spray uniformity of the commercial coater and set process parameters such as pan speed, spray rate, and gun positions based on the behaviour of that specific equipment.
Inadequate Curing
This is the failure mode that arrives quietly. For our DRUGCOAT® RL and RS Series, ammonium methacrylate copolymers, curing is mandatory, not optional. During spraying, the polymer deposits as a film, but that film is not yet continuous. Microscopic gaps remain throughout it. Curing provides the thermal energy needed for the polymer to flow and close those gaps, producing a dense, uninterrupted membrane.
An inadequately cured film looks intact and passes visual inspection. At time zero, dissolution testing may produce acceptable results. Over stability storage, the film continues to consolidate and the release profile changes. A product that meets specification at manufacture can fail the three-month or six-month stability test.
The reason this problem is amplified at scale is that product temperature, not inlet air temperature, is the relevant variable. A larger thermal mass means the tablet bed heats more slowly than the incoming air. Setting the inlet temperature to the validated value does not confirm the tablets have reached that temperature. Product temperature must be measured at the tablet bed directly.
This is why our technical documentation for DRUGCOAT® RL/RS specifies mandatory curing protocols and provides stability data across multiple climatic zones. Curing is not a post-process recommendation. It is a formulation requirement that we define, document, and support.
Residual Moisture in Aqueous Systems
Water evaporates more slowly than organic solvents. In aqueous film coating systems, which are now standard for most commercial manufacturing and for our DRCOAT® ready-to-use range, incomplete drying leaves moisture in the film. This changes the film's permeability and mechanical properties. In enteric coating, residual moisture compromises acid resistance. A film that appears complete can allow gastric drug release if it has not been fully dried and properly cured. Drying capacity at commercial scale must be characterised, not assumed from lab performance.
Spray Rate and Atomisation Mismatch
Spray rate and atomisation pressure together determine how the film coating polymer lands on the tablet surface. Too high a spray rate relative to drying capacity and the film does not form properly. Wet coating accumulates, tablets adhere to each other, and the distribution becomes uneven. Too fine an atomisation and droplets dry before they spread on the surface. Too coarse and drying demand increases and surface defects become more likely.
At commercial scale, multiple spray guns operate simultaneously. How they are positioned and how uniformly they spray across the pan determine coat weight distribution. Lab-scale work with a single gun provides no data on this. Gun arrangement must be evaluated at each stage of scale transfer.
Substrate Variability
Surface roughness, friability, weight distribution between tablets, and edge geometry all influence coating uniformity. At commercial compression speeds, core quality variability is higher than in development-scale batches. A coating process optimised against controlled development cores may not perform the same way against commercial compression output.
For pellet-based systems, pellet size distribution plays the equivalent role. Consistent coating depends on a narrow size distribution. Commercial pelletisation typically produces a broader distribution than lab-scale work, and that variability carries directly through to coating uniformity.
Equipment Geometry Transfer
Process parameters validated on a lab coater do not transfer to a larger coater of the same type. Pan aspect ratio, baffle configuration, air distribution, and spray gun geometry differ between equipment models and between sites. Pan speed in RPM is particularly unreliable as a transfer parameter, because what matters for coating uniformity is how frequently tablets cycle through the spray zone, not the rotational speed of the pan. Two pans at the same RPM can produce very different tablet cycle rates depending on their geometry.
The correct approach is to transfer process understanding rather than process parameters. The commercial coater must be characterised for its spray uniformity, drying capacity, and mixing behaviour. Process parameters must then be derived from that characterisation, not copied from a different machine.
SCALE-UP RISK REFERENCE
WHAT PREVENTS IT
Pilot scale is where process robustness is tested, not confirmed. Running the process at deliberately varied parameters, including spray rate, inlet temperature, and curing duration at defined upper and lower bounds, produces a documented process window. This establishes the range within which the commercial process can operate and still produce an acceptable product. Without that window, the commercial batch has no defined operating space.
Critical quality attributes must be defined before scale-up begins. For sustained release products, these are drug release rate at specified timepoints, dissolution variability within the batch, and release profile stability over shelf life. For enteric products, acid resistance is added to that list. Every parameter decision at pilot and commercial scale must be evaluated against its effect on these attributes.
The formulation must be tested against multiple lots of the pharmaceutical coating polymer. Our DRUGCOAT® RL/RS and L Series materials are manufactured to strict batch-to-batch consistency specifications, with viscosity, particle size, and film-forming characteristics controlled within defined limits. Testing across multiple lots before commercial commitment remains sound practice regardless.
The dissolution method used in development must be sensitive enough to detect the variation that scale-up introduces. A method that cannot distinguish between a tablet at the correct coat weight and one three percent below it is not a useful process control tool.
Curing must be treated as a separate validation activity. Minimum and maximum curing conditions both require definition. Stability data must be generated under both. For DRUGCOAT® RL/RS systems, we provide curing protocol guidance and stability data as standard technical support.
THE REGULATORY DIMENSION
Post-approval changes to modified release coated products are strictly controlled in all major regulatory markets. A polymer grade change, a coat weight adjustment, or a change in manufacturing equipment can each require a Level 2 or Level 3 change notification, with dissolution and stability data required before implementation.
Scale-up failures that emerge during or after regulatory submission require unplanned data generation and, in some cases, re-submission. Avoiding them is both a technical and a commercial priority.
Our support does not end at material supply. For manufacturers using DRUGCOAT® RL/RS or DRCOAT® ECA/ECS in modified release applications, we provide process window characterisation data, curing protocols validated across equipment types, and regulatory documentation including US DMF registration.
Vikram Thermo is India's first EXCiPACT GMP-certified excipient manufacturer and holds US DMF registration, WHO cGMP compliance, ISO 9001, and HALAL certification. We serve pharmaceutical excipient manufacturers and formulation teams across 45+ countries. Our formulation support is built on 40+ years of understanding what commercial-scale modified release coating requires.
FREQUENTLY ASKED QUESTIONS
1. How much coat weight is typically needed for sustained release with DRUGCOAT® RL/RS?
Published ranges suggest 5 to 15 percent weight gain, but this figure is not transferable without the specific API, target release profile, and polymer grade. It is a starting point for experimental design. We provide formulation guidance and reference data for DRUGCOAT® RL/RS to help teams establish the right target for their specific system.
2. Can the same dissolution method from development be used for scale-up batches?
Yes, provided it has been validated for discriminatory ability against scale-up sources of variation. A method developed to show comparability between formulation variants may not detect coat weight variability of the magnitude introduced by commercial manufacturing. Discriminatory power must be confirmed experimentally.
3. What is the most reliable indicator that curing is complete?
Dissolution stability, comparing release profiles immediately after curing against profiles after accelerated storage, is the most reliable confirmation. During the curing step, product temperature at the tablet bed is the process variable to monitor. Inlet air temperature alone is not sufficient. Our DRUGCOAT® RL/RS documentation specifies this measurement requirement explicitly.
4. Are pellet-based sustained release systems more straightforward to scale up than tablet coating?
Pellet systems benefit from dose averaging across a large number of particles, which reduces the clinical impact of coating variability on individual pellets. The pelletisation step introduces its own scale-up requirements, particularly around size distribution control. The overall scale-up complexity for pellet-based systems is not lower than for tablet coating.
5. When should manufacturing be involved in the scale-up process?
From the point of formulation finalisation. Parameters developed without input from the manufacturing team are developed without knowledge of the commercial equipment. The later this involvement begins, the more parameters must be revised when contact with the actual equipment occurs.
CONCLUSION
Modified release coating failures at scale follow recognisable patterns. Coat weight variability, curing inadequacy, incomplete drying, atomisation mismatches, substrate variation, and equipment geometry errors are all identifiable and preventable when the right process understanding is built in from development.
A formulation validated at lab scale has demonstrated that the chemistry works. It has not demonstrated that the process will work in commercial equipment. That demonstration is the purpose of pilot-scale work, conducted with deliberate parameter variation and with manufacturing involved from the beginning.
At Vikram Thermo, we have supported this journey for manufacturers across 45+ countries over 40+ years. Our DRUGCOAT® RL/RS Series for sustained release and DRCOAT® ECA/ECS for enteric applications come with the technical documentation, curing protocols, and formulation support that make scale-up a managed process rather than an unpredictable one.
Facing a Scale-Up Challenge? Talk to Us.
Scale-up problems in modified release coating are rarely about one variable. They are a combination of process conditions that were not characterised at the right stage.
If you are moving a sustained or delayed release product to pilot or commercial scale, or troubleshooting a dissolution or curing issue in an existing product, we are ready to help. Tell us what you are dealing with. We will tell you honestly what we think.
Write to us at contact@vikramthermo.com

.jpg)
- Venue:
- Date:
- Booth:
- Time:
- Hosted by:
- Venue:
- Date:
- Booth:
- Time:
- Hosted by: